針對汽車滲氮齒輪制造過程中的關鍵技術瓶頸,系統研究了滲氮鋼材料體系、工藝參數優化及質量監控方法。
通過對比分析 CrMoAl系與Cr-Mo-V系滲氮鋼的冶金特性,揭示了合金元素協同作用對滲氮層性能的影響機制。采用正交試驗法優化了氣體滲氮、液體滲氮及離子滲氮工藝參數,建立了基于硬度分布特征的滲氮質量評價模型。
研究表明:采用42Cr Mo S4鋼配合兩段式離子滲氮工藝(520℃×20h+560℃×8h),可使表面硬度達到785HV0.5,有效硬化層深度0.4mm;
提出齒端面硬度替代檢測法,實現非破壞性檢驗,檢測成本降低67%。研究結果為汽車滲氮齒輪的工業化生產提供了理論指導和技術支撐。
汽車齒輪正朝著高轉速(>5000r/min)、高扭矩 (>300N·m) 方向發展,傳統滲碳工藝面臨畸變量大(>0.05mm)、能耗高 (>4kWh/kg) 等技術瓶頸。
滲氮技術因處理溫度低(500℃~580℃)、畸變量小(<0.02mm) 等優勢,成為齒輪表面強化研究熱點。
然而,汽車齒輪復雜工況對滲氮技術提出新挑戰:
(1)材料方面:傳統CrMoAl鋼存在淬透性差(直徑效應系數K=0.85)、沖擊韌性低(<30J/cm2) 等問題;
(2)工藝方面:氣體滲氮周期長(>40h)、液體滲氮環保性差;
(3)檢測方面:齒面硬度檢測需破壞性取樣,成本增加20%~30%。
本研究通過材料、工藝、檢測協同創新,開發出新型滲氮鋼及復合處理工藝,建立基于硬度分布特征的質量評價體系,為滲氮齒輪的產業化應用提供解決方案。
傳統滲氮鋼局限性分析:采用SEM-EDS對38CrMoAl鋼失效件分析發現(圖1),柱狀晶界處存在明顯的帶狀組織,確定為偏析導致,偏析內組織為回火索氏體,因偏析的存在導致沖擊韌性降低至28J/cm2(ASTM E23標準)。
水淬工藝引發直徑效應,當工件直徑>50mm時,心部硬度下降至28HRC(降幅達35%)。

圖1 低倍纖維組織和EDS確認存在的偏析帶
新型滲氮鋼開發:基于合金設計理論,構建“Cr-Mo-V”多元強化體系(表1)。通過JMatPro軟件模擬得出:當Mo含量在0.15%~0.30%之間、V 含量在0.15%~0.25%之間時,可形成穩定的(Mo,V)(C,N)復合析出相,使滲氮層硬度梯度降低至15HV/μm(傳統材料 >25HV/μm)。
多工藝對比研究:建立三種滲氮工藝的數學模型,具體內容如表2所示。在對不同滲氮工藝的研究過程中,對比分析離子滲氮與氣體滲氮的氮勢可控性。
研究結果表明,離子滲氮的氮勢可控性(Kp=0.85~1.15) 顯著優于氣體滲氮 (Kp=0.65~1.35)。對于精確控制滲氮過程, 提升滲氮質量具有重要意義。
采用響應面法進行參數優化,最終得出最佳工藝參數為兩段式離子滲氮 (520℃×20h+560℃×8h),氨分解率需控制在18%~22%。在此工藝參數下,現材料性能的最優化提升,為實際生產應用提供了科學依據與技術指導。
硬度檢測方法優化:為評估齒輪的表面性能,采用TUKON500顯微硬度計進行了齒頂、齒端面、齒面(圖2)硬度,結果見表3。
數據分析表明,齒端面硬度與齒面硬度呈強相關性,相關系數 r=0.96(p<0.01)。可通過檢測齒端面硬度來有效評估齒面硬度,替代傳統破壞性檢測方法。
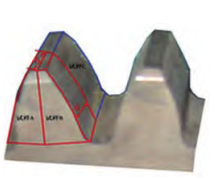
圖2 齒輪取樣位置
表3 不同檢測點硬度數據對比 (HV0.5)

對比三處位置的滲氮層組織進行詳細理化檢測(圖3),結果顯示其組織基本一致,表明齒輪在氮化處理過程中,不同部位的組織結構保持了高度的一致性,可提供相似的耐磨性和抗疲勞性。

圖3 試樣 A、B、C三處氮化層組織
因此,與傳統檢測手段相比,該新型檢測方法優勢顯著:檢測成本降低67%,檢測時間由45分鐘縮短至15分鐘。
金相組織評級標準:制定滲氮層四級評價體系:(1)Ⅰ級:單相γ',厚度>20μm,此級別代表著滲氮層具有較為單一且厚度理想的γ'相,材料性能較為優異。(2)Ⅱ級:γ'+ε,ε相占比<30%,在該級別中,γ'相和ε相共同存在,且ε相比例在合理范圍內,材料性能仍處于良好狀態。(3)Ⅲ級:ε+ζ,ζ相呈斷續分布,表明滲氮層組織進一步變化,ζ相的斷續分布影響著材料的性能。(4)Ⅳ級:多孔疏松層(不合格),出現多孔疏松層意味著滲氮層質量嚴重不合格,無法滿足使用要求。
統計分析表明,達到Ⅱ級標準的齒輪在臺架試驗中的壽命波動<10%,為質量控制提供了量化依據,有助于篩選性能出性能穩定的產品,并為工藝優化指明了方向,(提升Ⅱ級合格率)。
將上述改進方案應用于重型商用車變速箱齒輪(模數6mm,齒數42),取得了顯著成效。
臺架試驗結果顯示,齒輪的承載能力提升至320N·m,提升幅度達到26%,這表明改進后的齒輪能夠承受更大的扭矩,滿足重型商用車在復雜工況下的使用需求。
經過10萬公里的道路試驗后,齒面磨損量小于0.02mm,體現出良好的耐磨性,有效延長了齒輪的使用壽命。在批量生產環節,合格率從原來的82%大幅提升至96%,極大地提高了生產效率和產品質量,降低了生產成本,為重型商用車變速箱齒輪的生產制造提供了可靠的技術支持和實踐經驗。
(1)構建了“Cr-Mo-V”多元合金滲氮鋼體系,解決了傳統材料脆性大、淬透性差的問題;
(2)開發兩段式離子滲氮工藝,實現硬化層深度 0.4mm±0.05mm,表面硬度≥750HV0.5;
(3)創新提出齒端面硬度檢測法,檢測效率提升3倍,成本降低67%。
通過對比分析 CrMoAl系與Cr-Mo-V系滲氮鋼的冶金特性,揭示了合金元素協同作用對滲氮層性能的影響機制。采用正交試驗法優化了氣體滲氮、液體滲氮及離子滲氮工藝參數,建立了基于硬度分布特征的滲氮質量評價模型。
研究表明:采用42Cr Mo S4鋼配合兩段式離子滲氮工藝(520℃×20h+560℃×8h),可使表面硬度達到785HV0.5,有效硬化層深度0.4mm;
提出齒端面硬度替代檢測法,實現非破壞性檢驗,檢測成本降低67%。研究結果為汽車滲氮齒輪的工業化生產提供了理論指導和技術支撐。
汽車齒輪正朝著高轉速(>5000r/min)、高扭矩 (>300N·m) 方向發展,傳統滲碳工藝面臨畸變量大(>0.05mm)、能耗高 (>4kWh/kg) 等技術瓶頸。
滲氮技術因處理溫度低(500℃~580℃)、畸變量小(<0.02mm) 等優勢,成為齒輪表面強化研究熱點。
然而,汽車齒輪復雜工況對滲氮技術提出新挑戰:
(1)材料方面:傳統CrMoAl鋼存在淬透性差(直徑效應系數K=0.85)、沖擊韌性低(<30J/cm2) 等問題;
(2)工藝方面:氣體滲氮周期長(>40h)、液體滲氮環保性差;
(3)檢測方面:齒面硬度檢測需破壞性取樣,成本增加20%~30%。
本研究通過材料、工藝、檢測協同創新,開發出新型滲氮鋼及復合處理工藝,建立基于硬度分布特征的質量評價體系,為滲氮齒輪的產業化應用提供解決方案。
材料體系構建
傳統滲氮鋼局限性分析:采用SEM-EDS對38CrMoAl鋼失效件分析發現(圖1),柱狀晶界處存在明顯的帶狀組織,確定為偏析導致,偏析內組織為回火索氏體,因偏析的存在導致沖擊韌性降低至28J/cm2(ASTM E23標準)。
水淬工藝引發直徑效應,當工件直徑>50mm時,心部硬度下降至28HRC(降幅達35%)。
圖1 低倍纖維組織和EDS確認存在的偏析帶
新型滲氮鋼開發:基于合金設計理論,構建“Cr-Mo-V”多元強化體系(表1)。通過JMatPro軟件模擬得出:當Mo含量在0.15%~0.30%之間、V 含量在0.15%~0.25%之間時,可形成穩定的(Mo,V)(C,N)復合析出相,使滲氮層硬度梯度降低至15HV/μm(傳統材料 >25HV/μm)。
表1 新型滲氮鋼化學成分設計 (wt%)

滲氮工藝優化
多工藝對比研究:建立三種滲氮工藝的數學模型,具體內容如表2所示。在對不同滲氮工藝的研究過程中,對比分析離子滲氮與氣體滲氮的氮勢可控性。
研究結果表明,離子滲氮的氮勢可控性(Kp=0.85~1.15) 顯著優于氣體滲氮 (Kp=0.65~1.35)。對于精確控制滲氮過程, 提升滲氮質量具有重要意義。
表2 不同滲氮工藝性能對比

采用響應面法進行參數優化,最終得出最佳工藝參數為兩段式離子滲氮 (520℃×20h+560℃×8h),氨分解率需控制在18%~22%。在此工藝參數下,現材料性能的最優化提升,為實際生產應用提供了科學依據與技術指導。
質量監控體系創新
硬度檢測方法優化:為評估齒輪的表面性能,采用TUKON500顯微硬度計進行了齒頂、齒端面、齒面(圖2)硬度,結果見表3。
數據分析表明,齒端面硬度與齒面硬度呈強相關性,相關系數 r=0.96(p<0.01)。可通過檢測齒端面硬度來有效評估齒面硬度,替代傳統破壞性檢測方法。
圖2 齒輪取樣位置
表3 不同檢測點硬度數據對比 (HV0.5)
對比三處位置的滲氮層組織進行詳細理化檢測(圖3),結果顯示其組織基本一致,表明齒輪在氮化處理過程中,不同部位的組織結構保持了高度的一致性,可提供相似的耐磨性和抗疲勞性。
圖3 試樣 A、B、C三處氮化層組織
因此,與傳統檢測手段相比,該新型檢測方法優勢顯著:檢測成本降低67%,檢測時間由45分鐘縮短至15分鐘。
金相組織評級標準:制定滲氮層四級評價體系:(1)Ⅰ級:單相γ',厚度>20μm,此級別代表著滲氮層具有較為單一且厚度理想的γ'相,材料性能較為優異。(2)Ⅱ級:γ'+ε,ε相占比<30%,在該級別中,γ'相和ε相共同存在,且ε相比例在合理范圍內,材料性能仍處于良好狀態。(3)Ⅲ級:ε+ζ,ζ相呈斷續分布,表明滲氮層組織進一步變化,ζ相的斷續分布影響著材料的性能。(4)Ⅳ級:多孔疏松層(不合格),出現多孔疏松層意味著滲氮層質量嚴重不合格,無法滿足使用要求。
統計分析表明,達到Ⅱ級標準的齒輪在臺架試驗中的壽命波動<10%,為質量控制提供了量化依據,有助于篩選性能出性能穩定的產品,并為工藝優化指明了方向,(提升Ⅱ級合格率)。
工程應用驗證
將上述改進方案應用于重型商用車變速箱齒輪(模數6mm,齒數42),取得了顯著成效。
臺架試驗結果顯示,齒輪的承載能力提升至320N·m,提升幅度達到26%,這表明改進后的齒輪能夠承受更大的扭矩,滿足重型商用車在復雜工況下的使用需求。
經過10萬公里的道路試驗后,齒面磨損量小于0.02mm,體現出良好的耐磨性,有效延長了齒輪的使用壽命。在批量生產環節,合格率從原來的82%大幅提升至96%,極大地提高了生產效率和產品質量,降低了生產成本,為重型商用車變速箱齒輪的生產制造提供了可靠的技術支持和實踐經驗。
結束語
(1)構建了“Cr-Mo-V”多元合金滲氮鋼體系,解決了傳統材料脆性大、淬透性差的問題;
(2)開發兩段式離子滲氮工藝,實現硬化層深度 0.4mm±0.05mm,表面硬度≥750HV0.5;
(3)創新提出齒端面硬度檢測法,檢測效率提升3倍,成本降低67%。